My tracking wheels made from alu-tubing had a diameter just 30 mm, so the ball bearings were running really rough when at full speed. and they chattered and were generally noisy too. I have been thinking for a long time about how to make bigger and better wheels. I tried to glue soft PVC on the surface. That stopped the chattering and added ca. 1 cm in diameter, but when it ran at full speed, the PVC was ripped off. I tried to glue on leather, and the same happened. And now I hope I have finally found a solution – to make them from micarta.
I have used a technique that I learned from my older brother as a child when making paper car models. To get nice and sturdy wheels for those models I wound a glue-covered strip of paper around a wooden skewer until I reached the desired diameter. One could get nice, sturdy, and round-ish wheels that way. Later in university, I used the same technique to build a complete chess set (I still have it). So for the wheels for my belt grinder, I soaked strips of cloth in epoxy resin and wound them around the (scoffed and thoroughly de-greased) alu-tube that is the core of the wheel until the diameter was approximately doubled (that should halve the rotational speed of the ball bearings and thus reduce noise and prolong their life).
© Charly, all rights reserved. Click for full size.
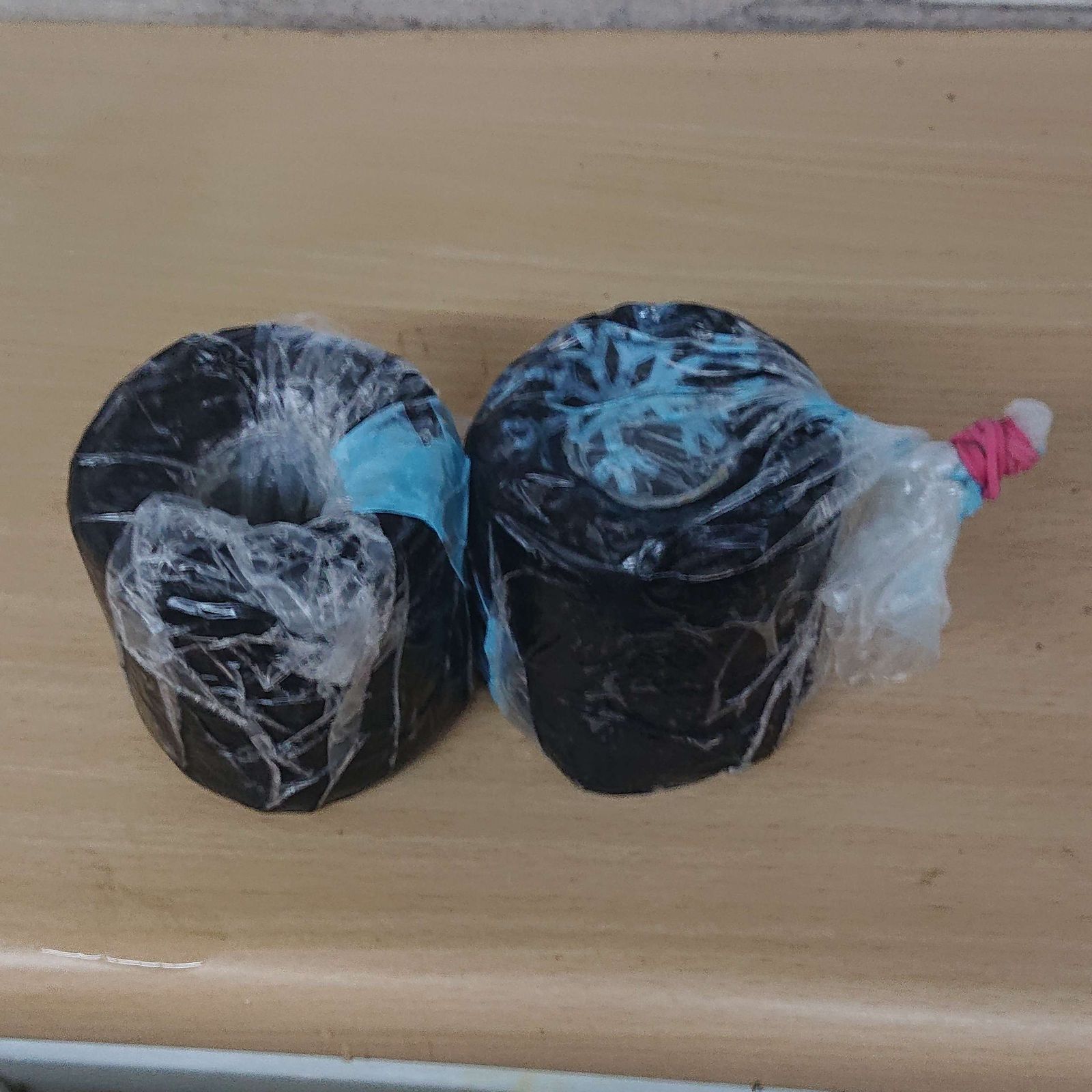
After that, I put the whole thing in a plastic bag and I sucked out as much air as possible with my vacuum pump. I could not do a very good job of it and I also could not seal the bags very well, but I think it was good enough.

© Charly, all rights reserved. Click for full size.
After the epoxy was thoroughly hardened, I cut the excess on the sides and pressed the ball bearings in the tubes. I did not cut the sides very well on one wheel, but that should not be a problem. The wheels also were not exactly round at this stage. This was the snag that stopped me from doing this a long time ago. I knew they wouldn’t be very precise and I do not have a lathe that would allow me to make them really round. But last week I finally got an idea of how to make them round with my belt grinder.

© Charly, all rights reserved. Click for full size.
First I have made a fixture for the wheels from 5 mm mild steel and a piece of board. I could span the wheel on it and push it against the platen of the belt grinder, fix it with a clamp, and then with a slowly running 40 grit belt (and very carefully) I could grind it to a roughly circular shape concentric with its rotational axis. The result was a rough and round-ish wheel and I managed to not hurt myself too badly, only one fingernail is now thinner than it should be. I did not take pictures of that, because I forgot.

© Charly, all rights reserved. Click for full size.
To get a smoother surface I ran the wheel against a slow 100-grit belt a bit and then I changed the direction of the belt and used wood turning chisels and fine abrasive cloth to further improve the surface.

© Charly, all rights reserved. Click for full size.
And it worked reasonably well. The wheels are not perfect, but they chatter less than the previous ones and I expect that with wear the surface will get smoother. If not, I will try to coat them with epoxy mixed with a fine sawdust and polish them again. The advantage of micarta is that It glues well so I can re-surface the wheels at any time. It is also tension-strong so there is no risk of the wheels exploding or cracking mid-work.
Now I will make a new, thicker spanning wheel this way too. And I will add a few mm micarta on the motor wheel as well because it too is not exactly concentric and that too introduces vibrations and noise. This opens a lot of opportunities to make better concentric wheels of different diameters – I still need 3 and 4-cm wheels for grinding fullers and finger grooves and I might need other diameters in the future too.
It unfortunately also means I have to make a new platen. I have jerry-rigged the old one so I can do some light work on the grinder as it is now, but It is not as stable as it used to be because it was built with smaller wheels in mind. But I am working on that problem already and I do have ideas that I think will work. I am also planning on making a new jig for grinding fullers.
If you want to make your wheels rounder, take a piece of e.g. PVC pipe and cut it in half lengthwise. Coat the inside with [release] wax.
Wind the epoxied* cloth around the aluminium core to a size slightly larger then the inside of the PVC tube.
Clamp the pipe halves around the wheel and use tape or rope to squeeze them together. This should cause excess epoxy to come out of the sides.
(* For the best material properties when making composites, the fiber volume fraction should be as high as possible, preferably >50%. Start with e.g. much weight in resin as you have cloth, but try to go leaner, say 100 g resin mix for 150 g [cotton] cloth.)
@rsmith, I think this method would not spare me the turning down of the wheel a bit. There still would be bumps where the pipe cuts meet and the surface, while smooth, would not be guaranteed to be concentrically round with the rotation axis of the wheel. The roundness by itself is not the whole thing, it also must be concentric with the rotation axis of the ball bearing.
To prevent bulges in the gaps, I’d use thick polyester film to bridge the gaps when closing the mold. That also works as a release film. Old overhead projector sheets could also work.
But indeed, if accuracy is important I tend to make a mold for vacuum infusion or RTM. Not sure if that’s worth doing for only a couple of wheels. On the other hand, once you have the mold, making an extra wheel is easy.
Easy Composites has shrink tape that might also work quite well in this application, although I haven’t tried it.
The stuff I make is generally for series production. So it usually goes straight to aluminium or steel tooling. Although I might use MDF molds or 3D printed models for single-digit amounts of prototypes, if the required tolerances aren’t too tight.
If it rotates and doesn’t wobble, it can become rotationally symmetrical.
It’s always interesting to see this kind of ingenuity at work.
On a lighter note, will the belt grinder become viviparous if it’s improvipaired enough?
@rsmith, I tried to use as little epoxy as possible for the next two wheels (the motor wheel and the spanning wheel) and press the fabric really hard when wrapping it around, we will see how that pans out. However, polyester films or RTM are out of the question for me. If I had the money to play with that stuff, I would not need to faff around with cloth and epoxy and grind away my fingertips. Making high-precision molds is not in the stars for me. If it were, I could probably also afford to outright buy finished precision wheels or even a whole belt grinder.
@Ice Swimmer, implementing an ovipositor to make the grinder viviparous would be neither a repair nor improvement, but an impediment; it would not be improvipaired, but improvimpaired.
I see you’ve been busy, while I have also been very busy. Nice job on the belt grinder. I need to replace my cheapish hand belt grinder, because my daughter ruined it. How did she do that, you might ask: By being left handed: that way she always pushed the belt towards the casing and didn’t notice that she’d pushed it right into the plastic, cutting clean through it…
@Giliell, that is a bugger, but I would not blame her. Power tools are never made for left-handed people and that is a major disadvantage they have to contend with if they want to enjoy crafts.
@Charly
I absolutely don’t blame her. It was a cheap shit thing, the next one I’m getting will be bought with her in mind.