I haven’t seen the whole video yet – it is a long one – but I am posting it anyway. I have checked her Instagram and Twitter accounts as well and she seems to be a real SJW on top of her craft. I think she would fit right in here.
I haven’t seen the whole video yet – it is a long one – but I am posting it anyway. I have checked her Instagram and Twitter accounts as well and she seems to be a real SJW on top of her craft. I think she would fit right in here.
Well, I’m working on a somewhat bigger project, but there’s always some side projects you can do. First is two bracelets:

©Giliell, all rights reserved
A matching one for the Archipelago Necklace, though the upper band turned out a bit too thick

©Giliell, all rights reserved
The other one has got blue and gold pieces in it. Sometimes I just pour leftover resin on a silicone mat and swirl the colours around. Then I cut up the result when it hasn’t hardened completely and use the pieces in other projects.
So much for the fun…
… now for the failure.
I wanted to make a freeform dish/sculpture with seashells and lights. What I didn’t consider was that it’s considerably warmer now than it was when I made the last ones, which means that the resin cures much faster. So I poured my resin in the evening and tried to form it the next morning, but it had cured so much that it would no longer bend but tear.

©Giliell, all rights reserved
Fuck. And it was soooo pretty. I have some ideas to recycle at least part of it.
I want this knife to be special because the blade deserves it. That means not only patined fittings but also decorations. So I have decided to do some filework – definitively on the tang spine and possibly the belly too.
However, I did not do a lot of filework yet. I did some, but that was twenty years ago and not only was it rubbish, but I have also already forgotten everything I learned back then.
So I am in this conundrum – I really want to make something I know I am not good at making. So I have decided to do today a practice day. I took a piece of mild steel, ground it to roughly the thickness of the tang, straightened it and I went on to figure out the hows and whats.

© Charly, all rights reserved. Click for full size.
What you can see here from top to bottom is a progression both in time and (I hope it can be also seen) in quality. The top one took me over two hours, the last one under one hour. Whilst the photo magnifies all the little imperfections to an unreasonable degree, there is still definitively a lot of space for improvement, some issues are still visible even at arms-length viewing distance.
I am bloody nervous about doing this because if a file slips, there is no way back. It was a huge problem for the first three patterns actually – establishing the first cut was the biggest issue I had. Files have angled teeth and they cut best when drawn perpendicularly to the edge. When you run a file at an angle, not only has it a tendency to slip and wander off, it also behaves differently when used left-handed as opposed to right-handed. Once the cut is established, all these problems are a lot less pronounced, but establishing that first cut precisely where you need it to be and at the right angle is a major PITA.
For the fourth pattern, I have finally found out how to best establish that initial cut. I have a beat-up knife made from an old saw blade in my workshop, that gets used for all those jobs a knife is good for but simultaneously not advised for. Like putting the edge on a piece of steel and hitting the spine with a hammer, to establish a cut line in the metal surface. Which is what I did here. Essentially like a center-punch for drilling. And just like center-punching prevents drill bits from wandering, line-punching prevents files from doing the same.
Now to beat my anxiety and to convince myself that I can do this…
So, the blade came out of the etch just spiffing, and giving it dark bluish-grey patina with tannic acid made it look really cool and mean, almost tacticool. But it is, of course, no longer shiny. Which made me think a lot about how to proceed from now on.
As you know, this is my first time working with damascus. Up until now, I have worked either with carbon mono steel or stainless mono steel, either with mirror or satin finish. Making the fittings on such steels from new brass, aluminium or steel is perfectly OK and does not detract from the blade. But making fittings shiny on this blade would feel, as we say in Czech, “jako pěst na oko” (like a fist punch in the eye). I do not have any spare damascus or mokume gane to go with it, nor the means and knowledge to make them, so what can I do? And the title, of course, gives away what I have decided to try – to make the fittings out of brass and make a patina on them.
So I went to my personal library, took out my favorite book “Chemistry for everybody” (published in CZ in 1990) and looked up the recipes in there. Then I looked a bit around the internet too. And then I went and bought a lot of pre-made commercial solutions for the job… NOT.
I looked up which chemicals that I already have could kinda-sorta emulate what the book says should be used for copper, brass and bronze and then I have of course performed a series of experiments to try whether I can make my own solutions. And the results are pleasing. And because there are a lot of pictures in this, the rest is below the fold.
Well, now that I am down to only one blade, I can at least concentrate on it. So I did and today I have polished it all the way to 7.000 grit. There is still cable damascus on the very tip, but I have decided against making the knife shorter again and I will go with it as it is. The cable damascus is hardened and in composition similar to the 1095, so it will still cut and hold an edge well.

© Charly, all rights reserved. Click for full size.

© Charly, all rights reserved. Click for full size.
Now it will sit in FeCl3 for a while.
Initially, I have used still relatively concentrated solution (~1/10 dillution of solution for printed circuit boards) to see where the 1095 is. Now I am using a very diluted solution (~1/100) for the final etch, because etching this works a bit differently than etching damascus made from two kinds of steel where one has high nickel content. Why is that?
As a former chemist, I know at least a bit about what is going on now so I can show off.
The way etching works on carbon steel like this is an electrochemical process. The impurities gather during the forging process at the boundaries between the various steel layers and those impurities make the steel in those areas more susceptible to chemical attack because they create a sort of microscopic electric cells that attract the ions from the solution to the area. That is why in the etch with the more concentrated solution the cable steel quickly turned all grey and the 1095 remained all silvery – the 1095 is a mono steel with very few impurities uniformly spread throughout, whereas the cable, whilst being similar to the 1095 in chemical composition, has most impurities concentrated at the boundaries between former cable strands and at the boundary with the 1095.
In a concentrated solution, the reaction happens too quickly and can lead to pitting in areas with inclusions or more impurities. And a layer of various oxides builds up, leading to blotchy, uneven etch. That is ideal for revealing where the mono steel in the sandwich is, but not so great for showing the grain boundaries.
A diluted solution gives the reaction more time to attack the steel more evenly, but it of course also takes a lot longer. I probably won’t risk letting it sit in there overnight, but it will take hours. Allegedly the smiths of times bygone have used fruit (citrus, apple) juices, and it took a very long time, but I do not have several pieces to make a scientific study of it. Although, I might just cut the failed pairing knife into several pieces and perform an experiment….. Hm. I will think about it, that would be one way to get some knowledge and some fun out of a failure.
You may remember these resin pieces that resemble areal views of coastlines. At the time I mentioned that while I love the pieces, they are a bit too small to make an impactful necklace on their own, so I had to figure out how to combine them. One issue here was colouring. How do I get a consistent blue colour if I used different batches of resin? Now, one opportunity would be to very, very carefully weigh the resin every time and very carefully count the drops of colour I pour in. Yeah, I can’t see me do that either. Also, the risk of just squeezing the tiny paint bottle a bit too much is pretty high, so I tried something else: “Normal” resin is two components, the resin and the hardener, that react with one another and cure over time. I just mixed the resin part with the blue colour in an old marmalade jar and then took out 12 grams whenever I did a batch of “islands” and added the hardener to the already coloured part. I only did this for the blue resin, because the metallic pigment isn’t that sensitive to small differences in the amount of colour.
That little trick turned out really well and I must remember it for other projects. That way I ended up with a handful of fairly similar pieces in terms of colouring. I selected the ones I wanted to use, drilled holes on them and somehow messed up the surface. Not much, but the shine was gone on some pieces so I polished them a little and then added some more resin on top. Quite often that’s easiest way to get a really shiny surface again. Also it created a concave surface which breaks the light differently, taking away the sharp edges on the land mass, and I really like that because it creates a more “natural” look since coasts are rarely terraced.
Once I had all the pieces ready I needed to assemble them and of course I have enough beads to stock a small shop but none that were a good match for these pieces. Luckily I found the perfect fit on Etsy, it just meant waiting a couple more days before I could finish. It’s the closest I’ll get to the sea this year and I absolutely love the result.

©Giliell, all rights reserved
The one thing I don’t like are the dull drill holes in the outer pieces. I think I’ll try to carefully add s tiny bit of resin. This would also fix the to the wire and thus prevent the fastening from sliding to the front over the course of time. I still have some rectangle pieces that await assembly and some earrings to finish.
I want to stress up front, that none of these failures is Marcus’s fault.
So, what went wrong this time, I don’t hear you ask? Well, a lot, I am down one blade out of three.
I thought the pairing knife goes on really well, until 320 grit when I noticed a little perpendicular line on the spine. And It was not a line in the damascus pattern – those become visible during polishing, and that is very cool – it is a crack. I do not know when it happened. It might be there from the start, it might have happened when I was straightening the blade, it might have cracked due to the stresses involved during polishing – it is a very thin piece of steel after all. There are also some imperfect welds with inclusions in the piece, but this is not one of them, this is a crack.

Cracked spine. There is one more crack on the other side of the blade too. © Charly, all rights reserved. Click for full size.
No matter the cause, this blade is now irredeemable garbage, the only thing it could be reworked to is an awl,
I am going to finish the piece only as a show of what it could have been, but I am definitively not using any fancy materials for the handle. I planned on using stabilized maple burl (also a gift from Marcus), but now it will probably be just some random piece of birch or oak.
Works on the boot knife also did not go well. First I messed up the grind, bigly, but that was not the problem, that was still repairable, there was enough material that needed thinning out anyway. What was not repairable was the position of the cutting edge towards the blade’s tip. It turns out that I did not hit the 1095 at the center of the blank quite well. My grind was straigth, but the the 1095 in the center of the san mai damascus was bending ever so slightly to the left in this area. Had I positioned my grind just about 0.25 mm to the left, this would not have happened.

The darker cable damascus is reaching all the way to the cutting edge near the tip, where only the shiny 1095 should be.
© Charly, all rights reserved. Click for full size.
I have tried to re-grind the blade, but for that, I had to make it about 1 cm shorter and I do not think it looks as well as it did before, it is too short and stubby. It should become a usable little knife, but I am not happy with it, and I am not finished yet.
Next time I will work with san mai damascus, I will probably first polish and etch the edge to see exactly where the cutting steel is. Too bad I did not think of that before.
All in all, so far this project has made me nearly cry several times and to want to quit knife-making because I am no good at it. When one spends several days with some work only then for all that effort to be for nothing, it has quite an influence on one’s mood.
After my new forge lining has dried, I have coated the inside with about 5 mm of fireclay, nothing special about that. Then I have tested it and I was gravely disappointed – my puny little burner was not up to snuff and was unable to reach the 1050°C that I need. Funny, that, the inside volume should be about the same as in the previous model, where it did reach the temperature, albeit after a long time and with difficulty.
So I have decided to build a new burner and I am going to describe how. But this time first a disclaimer: This article is meant for entertainment purposes only. It is not meant to be a set of how-to instructions and I do not encourage anyone to do what I have done here. Propane gas can be dangerous if not handled properly and if you decide to reproduce or imitate anything shown here, you do so at your own risk.
Nevermind that, there is a lot of articles and videos on the interweb how to build a forge burner, but it became pretty quickly clear to me that none of it is what I actually want. So I proceeded to build a prototype to test what works and what does not.

© Charly, all rights reserved. Click for full size.
I wanted to retain the handle from my store-bought soldering burner, so I took the burner part off and I cobbled together some stuff instead of it from various plumbing parts. Luckily the burner is attached to the handle with standard 3/8″ thread (yes, piping in EU is the one exception where imperial units still prevail).
The prototype was working reasonably well, it reached a temperature of 1050°C that I need for hardening N690 easily and it heated up the whole inside volume of the forge fairly regularly. It is actually this burner that I have used to harden the Badgermascus this weekend. But due to its cobbled-together nature, figuring things out as I went along, the air-regulation did not work so well, I could not cut it off completely. So I have decided to take the information learned and build a completely new one. I went to the store once more and I bought new stuff, this time knowing what I am aiming for.

© Charly, all rights reserved. Click for full size.
From left top to right down:
Propane-grade PTFE sealing tape, 1x 3/4″ x 9″ nipple, the handle from my soldering burner, 2x 1″x2,5″ nipple, 2x 1″ to 3/4″ female/female reduction, 1x 3/8″ ball valve, 1x 1″ to 5/4″ female/male reduction, 1x 1″ brass plug (drilled already – was used in the prototype), 1x 3/8″ brass plug, 1x 3/8″ brass nipple, 2x 3/8″ brass nut, 1x 3/8″ brass ellbow, 1x 3/8″ 2″ brass extension and various sizes of MIG-tips – 0.6, 0.8, 0.9 and 1.0 mm.
Unfortunately, all the steel piping was galvanized because that is the only type the local store was selling. That should not be a problem, because as you can be seen on the prototype, only the very end of the burner gets hot, the rest is pretty efficiently cooled by the flowing propane and air mixture. And I always work outside or near an open door. But I did not want to take any risks and I have decided to burn and brush off as much of the zinc as I could.
After that, I proceeded with the build. I started with the easy part – the brass fittings.

© Charly, all rights reserved. Click for full size.

© Charly, all rights reserved. Click for full size.
As you can see, I have drilled holes into both brass plugs – in the 1″ a hole big enough for the brass nipple thread to come through, and in the smaller one an M6 hole for the MIG tip to screw into. All connections are sealed with the PTFE tape and I have tested them in water for any leaks (I had to redo two of them). The rest of the burner need not be sealed, but everything before the nozzle must be completely tight. The ball valve is there as emergency shut-off, the handle has a needle-valve for fine regulation and the brass nuts serve as counters to lock the elbow joint and the ball valve in place so they cannot change position.
The air-regulation was the most labor-intensive part. I have taken the male/female reduction and I have ground out almost all of the inner thread so that I can screw it backward over the short 1″ nipple. I have only left 2 turns of the thread left but I filed even that down a bit so it turns very easily. Then I have screwed the reduction on the nipple as far as it would go and I drilled four 4 mm pilot holes through both. Then I unscrewed them and I widened all the holes to 12 mm.

© Charly, all rights reserved. Click for full size.
Here you can see the air regulation assembled in open position. I have added an M6 wing screw to be able to lock the reduction in place.
I did not take picture of the next step, but that consisted merely from screwing the two 1″ to 3/4″ reductions on both ends of the long 3/4″ nipple and onto the air-regulator and the air-regulator onto the big brass plug.

© Charly, all rights reserved. Click for full size.
To get better mixing of gasses and to slow the flow a bit I have crafted a small diffuser. That is just a piece of mild-steel with a mesh of holes drilled in it as depicted here. I have locked the diffuser in place at the flame end of the burner with a piece of cut-off thread.

© Charly, all rights reserved. Click for full size.
With this, the burner is de-facto functional, but it cannot be connected to the forge and it has a tendency for backfire, especially when the supply is quickly cut-off or reduced. To solve both of these problems I have intended to use the second 1″ nipple, but it has proven to be too short. So I took the 1″ pipe from the prototype, I cut it to the proper length and on the outer end, I have fixed inside fine steel mesh between two tightly-fitting pieces of pipe. Nothing fancy just pressed together.

© Charly, all rights reserved. Click for full size.
After that, I could assemble the whole thing and test it. In free air, the burner tended to blow the flame away at full setting still, but that could be eventually solved if I needed to (with another diffuser closer to the mesh).

© Charly, all rights reserved. Click for full size.
However, I do not need to, because when inserted into the inlet of the forge, this is not a problem anymore. The flame creates a nice vortex, and unless I run really full monty, most of the fuel burns inside the forge.

Nice flame vortex © Charly, all rights reserved. Click for full size.

A chunk of steel at 1100°C © Charly, all rights reserved. Click for full size.
When fitted with 0.6 mm MIG-tip I can reach 1050°C easily, with the 1.0 mm tip I have reached 1100°C but not more. To get above that I guess I would need a forge with bigger inner volume to get better fuel combustion. 1100°C is still not quite enough for forging damascus, although it is ample for my current needs.
So let us end with a picture of the dragon’s breath I got with 1.0 mm nozzle at full gas.

© Charly, all rights reserved. Click for full size.
Well, the title gives away that this article won’t end well. I am glad I did not start to write about this project right from the start as a series, I dislike having expectations build up only to be disappointed so I do not wish to do that to readers. And this is why I was also putting off work on this for so long – it was always a project with the potential of high reward – and high risk of failure.
You may remember that Marcus was so very kind and has sent me some damascus to play with, three pieces to be precise – one san-mai of 1095 and cable and two pieces of just cable.

© Charly, all rights reserved. Click for full size.
Here you can see the san-mai piece on the right already partially cleaned and ground, then in the middle is the smaller piece of cable with the scale cleaned off already with vinegar bath and on the left the big piece of cable damascus as it came. On that one, I had to grind the scale off with an angle grinder and after that, I have ground all the pieces to flat-ish until I could not spot any imperfections on the surface that might signify poor weld. This must be done since each inclusion or poor weld increase the probability of failure. It took me the whole last Friday to do this.

© Charly, all rights reserved. Click for full size.
With all the pieces flat, I could decide what kind of blade I would want to make out of them.
The san-mai damascus had one end of the bar rather ugly and it had an unseemly weld right in the middle, so making it into a long blade with hidden tang was not feasible. So I have decided to make it into a small drop-point boot hunting knife.
The smaller piece of cable damascus would look great as a dagger, but for that, it was too thin, so I have decided to make it into a pairing knife.
The big piece was just about the right size for either a big chef-knife or a chopper. I have decided to go for a chopper.

© Charly, all rights reserved. Click for full size.
I cut the excess with angle-grinder and then ground the outlines and bevels with 40 grit belt (which was a matter of mere minutes with my new magnetic jig, it works really well and I am happy with it). A draw-filing took care of all the perpendicular scratches and flattened the surfaces a bit and my new file-guide has proven itself very useful for making the shoulders flat and straight. It really does speed up the work when you have proper tools at hand. And in case you are wondering why the clothespins – they reduce vibrations and therefore the noise the blade and the tang make when filing the shoulders.
Drilling the holes was a nightmare, I have destroyed three 3 mm drill bits, which is something I did not expect. But I have managed to drill al I need and with this, I was done on Saturday.

© Charly, all rights reserved. Click for full size.
Today I have decided to normalize the steel before quenching, so I have covered all three pieces with a thin layer of clay to protect them from decarburization, I have heated them above austenitic temperature and then put them into a bucket of pearlite to cool off. That is a bit slower than how normalizing is usually done (which is air-cooling for about an hour) but faster than how annealing is done (which is very slow cooling in the furnace for multiple hours). I have done this two times for the cable damascus (with straightening after the first cycle – the pieces warped, showing that it was a good call to normalize them) and after that, I have performed one more air-cooling cycle for the san-mai, because it is much thicker than the other two and has required more straightening.
I wanted to try differential hardening on the cable damascus so I have prepared a mixture of clay, perlite, and a tiny bit of water-glass as a binder and adhesive. I did not want to wait overnight for it to dry, so I have used first a heat gun and then the forge with low-fuel reducing flame to dry it quickly, thus the dark greyish color of the clay. No clay fell off, it did not crack either, so far it seemed all to work well.
Well, quench is when it all went wahoonie-shaped.
First I have quenched the small blade, in water. Unfortunately, it was so small that I have overheated it, and thus instead of the differentially hardened blade, I got a full hardened one. I have decided to not try again and I will finish it as it is, it can still be a good blade, just not with a hamon.
As second went the san-mai. I have quenched that first in sunflower oil, pre-heated to 100 °C, and then in water. It has definitively hardened and it seemed to be OK afterward.
Last I have hardened the big chopper. I have learned my lesson from the small blade so I have paid more attention to color, adjusted the flame, and took care to heat the blade to only just above the austenitic transition on the cutting edge and just below that on the covered spine. Then I plunged it into water, agitated, pulled it out, plunged it in again, and agitated it some more to cool it off below the martensite start temperature quickly enough for it to harden.
And during that second plunge, I heard a quite tell-tale “ping” sound. That was the moment I knew this blade has failed. I have scraped the scale and clay off with an old angle-grinder disk and took it in daylight to search for a crack. And I found it, right in the middle of the blade.

© Charly, all rights reserved. Click for full size.
I will polish the blade a little bit in order to see whether I have succedes at the differential hardening at least (preliminary scratch-test would suggest yes). However the size and position of the crack make it unlikely that the piece will be salvageable for a smaller/thinner blade, it is smack in the middle and it seems to go all the way through the hardened part right up to the soft material on the spine.
Today was not a good day, however from what I have read, this happens even to very experienced smiths. Even so, it sucks. I hope that at least the remaining two blades have no nasty surprises hidden for me.
I will have to buy some high-carbon tool steel to practice differential hardening some more.
The results are in, and there is not too much to say. First, a picture that is worth a thousand words:
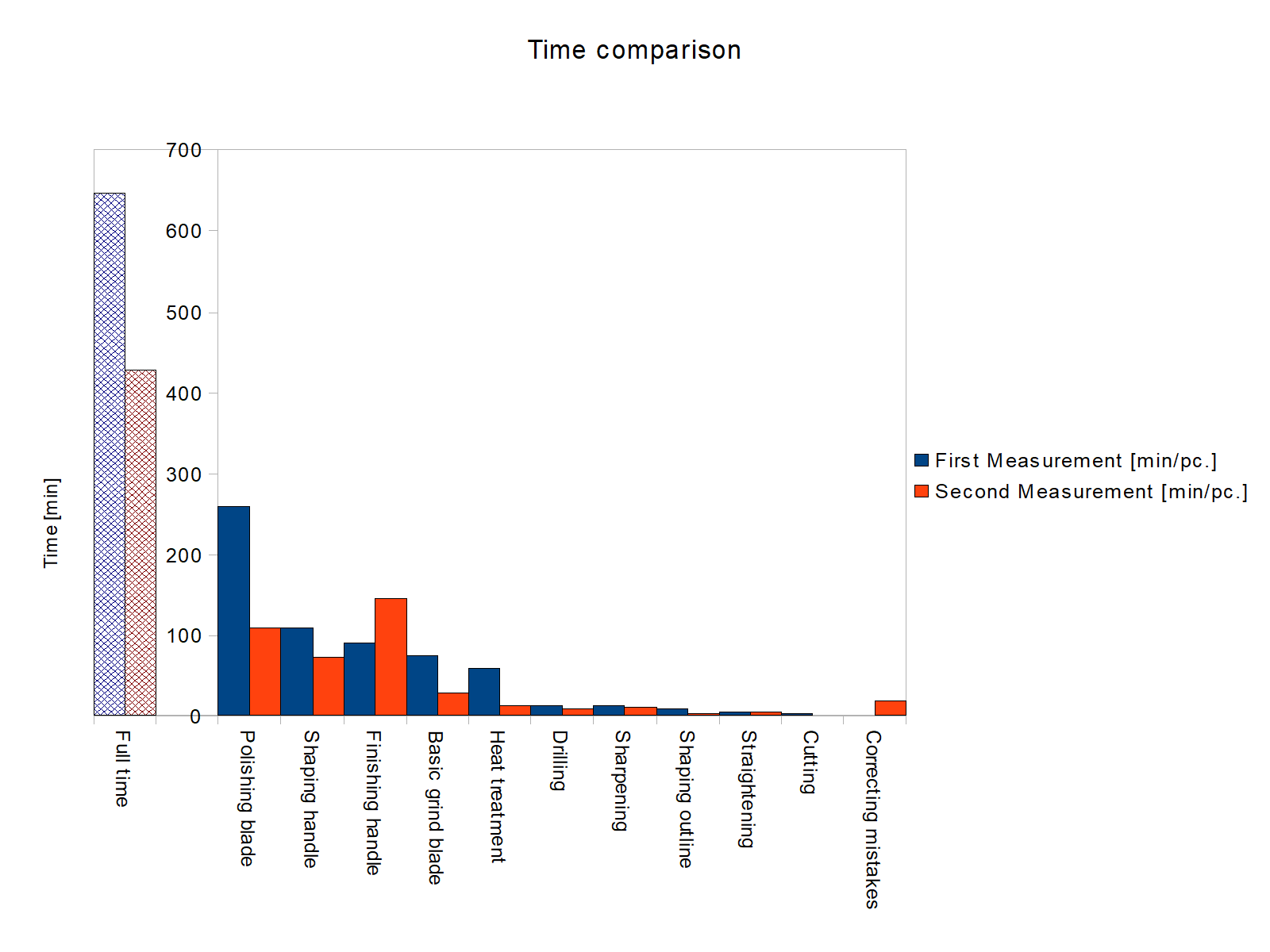
© Charly, all rights reserved. Click for full size.
As you can see, I have indeed reduced the time needed to manufacture a knife by working in bulk, but only partially. The biggest time-saving was in the polishing of the blade, and that was mostly achieved by changing the method from manual polishing to mirror-polish, to satin-finish with the tumbler.
Where I have saved time by working in bulk, was in the basic grind of the blade – here has also significantly helped the magnetic jig that I have later improved again – and later on in heat treatment – here I did save a lot since I did not have to wait for the forge to heat-up and I only had to prepare everything once.
The small savings in other steps are “nice to have” but they are mostly insignificant. What I have to concentrate on now is the 20 minutes time per piece that I have spent correcting various mistakes, like re-grinding curly blades etc, and the nearly an hour that my workload grew for finishing the handles. But I think there I can only significantly save time by working with resin stabilized wood, which is not possible for all the woods involved (oak, jatoba, black locust), but could significantly help with the semi-decomposed wood that turned out some really beautiful pieces.
The overall time reduction of nearly three hours is nothing to sneeze at. Plus, it would probably be even better had I really worked on this consistently from start to finish and not with various interruptions over the span of over a year.
From this point onward I won’t write about this project in detail, but I will continue to take time measurements and trying to optimize my manufacturing process some more.
This time I have decided not to make my own design, I took one from my mother’s stash.

© Charly, all rights reserved. Click for full size.
Today a show that a woman who puts her mind to it can indeed weld better than many a man, certainly better than me.
There is not much to say about these, they are all made from one partially rotten palette. Therefore I do not know precisely what kind of wood it is. I suspect it is birch because one of the boards had still a bit of bark on it, but the palette was obviously made from scraps, so there could be several species involves. So other realistic possibilities are poplar and beech.
Since it was from planks, I had no control over grain direction, but I have at least paired the slabs to the best of my ability so they are of the same species – they varied wildly in coloration – and in three cases, I ended up with pairs where one slab had more interesting grain. And, in those cases, I have given this slab on the right side of the knife, where the signature is.

© Charly, all rights reserved. Click for full size.

© Charly, all rights reserved. Click for full size.

© Charly, all rights reserved. Click for full size.
These three are those with more plain-looking handles, besides rich brown color from the ammonia fuming there is not much to see here. I have no idea why the logo etched so strangely on the second one, it just did. Maybe the metal was a bit dirty so it etched only on the edges, where there is stronger current? I did wipe all blades with acetone, but maybe not enough.

© Charly, all rights reserved. Click for full size.
This one has a nice dark stripe of ever so slightly more decomposed, but still hard, wood running down the middle. The placement of the pins is purely coincidental, at least I do not remember consciously putting the holes exactly into the stripe.

© Charly, all rights reserved. Click for full size.
This one has a knot in the wood. Unfortunately, it is so dark, that I currently cannot make a good photo of it without overexposing everything else. The blade on this one is one of those that curled on the edges, so I had to re-grind it into narrower shape.

© Charly, all rights reserved. Click for full size.

© Charly, all rights reserved. Click for full size.
And lastly a piece with extremely beautiful grain, almost like a burl. This one piece really shows that half-rotten wood is not necessarily only fit for burning.