This was my first attempt at making the rondel on Saturday. Also my first attempt at forging something. I failed completely to achieve my goal, but I learned a few things.
The rondel is supposed to be circular with ten asymmetrical grooves. The simplest way to achieve that would be to take a piece of 4-6 mm steel and cut the grooves with angle grinder. It would also lead undoubtedly to the prettiest looking result I might add, with the crispest lines and smoothest surface.
However I do not want to do that for multiple reasons. One is that it is not historically correct – AFAIK that thick steel was rarely used. The other reason is that it would make the dagger very heavy towards the butt of the handle, and that would make it very uncomfortable to use and it might tend to overbalance in the scabbard and fall out off it.
 So I wanted to go the more historically accurate way of making bowl-shaped rondel. With the equipment that I have (not to mention total lack of skill and experience) that unfortunately means I will not be able to make crisp and deep groves, but you can’t always get what you want. Maybe some other time.
So I wanted to go the more historically accurate way of making bowl-shaped rondel. With the equipment that I have (not to mention total lack of skill and experience) that unfortunately means I will not be able to make crisp and deep groves, but you can’t always get what you want. Maybe some other time.
I have decided that this old broken shovel is about the right thickness (about 2 mm). It is also good and strong steel that should withstand hammering and bending etc. Unfortunately it is also strongly pitted, but I have decided to use it anyway.
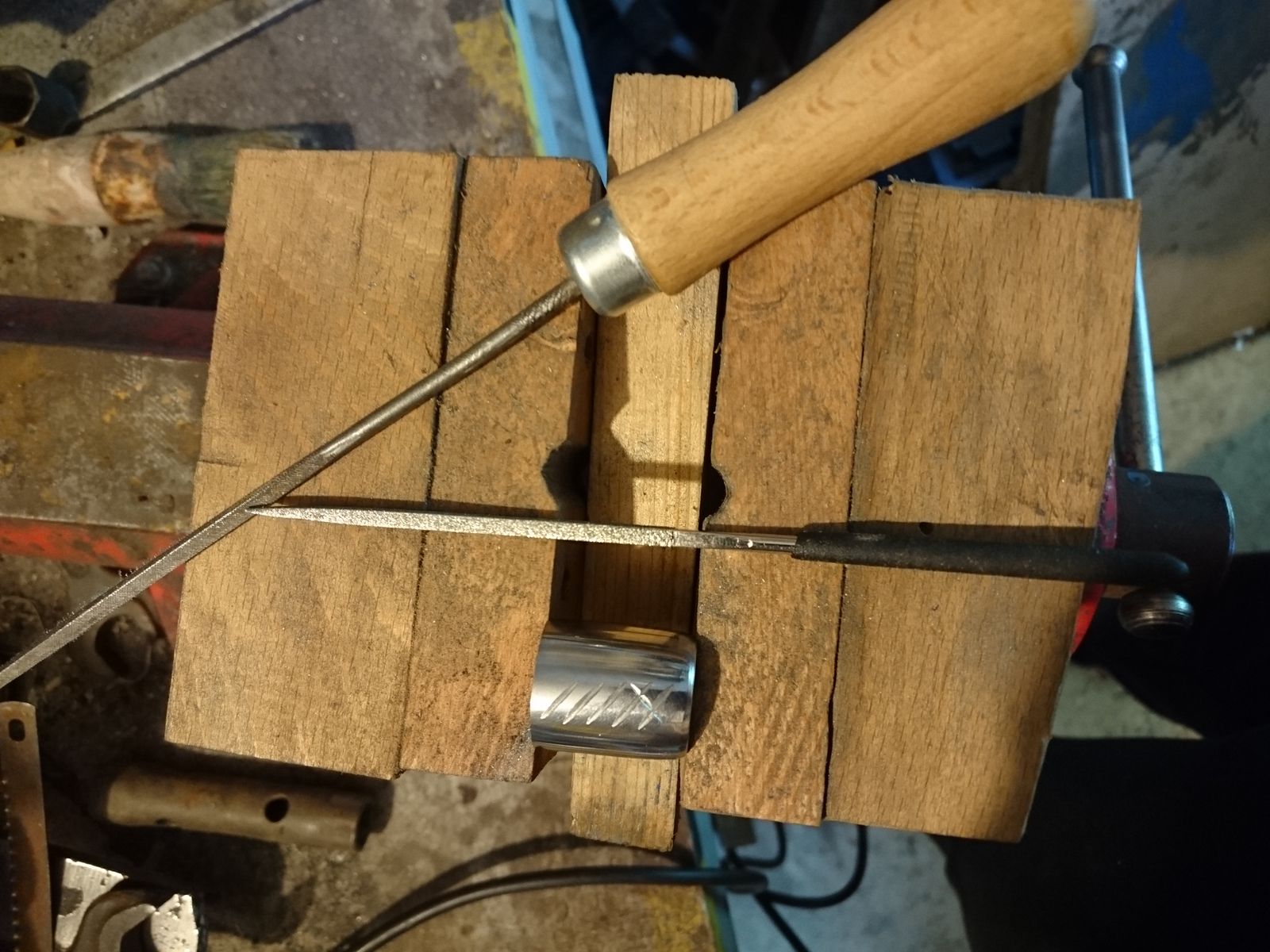
 My anvil is a simple piece of rail screwed to a log, and I have not modified it yet for any kind of attachments. Therefore in order to be able to forge bowl-shaped object I could not use it at all and I had to improvise. I fixed a cut piece of thick-walled steel tube to my wood chopping block.
My anvil is a simple piece of rail screwed to a log, and I have not modified it yet for any kind of attachments. Therefore in order to be able to forge bowl-shaped object I could not use it at all and I had to improvise. I fixed a cut piece of thick-walled steel tube to my wood chopping block.
I also lack tongs, so I had to use adjustable pliers. But at least I have proper ball peen hammer, one of the few usable things that I got from my uncles’ derelict and trash filled house (you would not believe how difficult it is to buy ball peen hammers around here, nobody is using them and therefore nobody sells them).
For fire I have not used charcoal but half rotten dried wood. Not for any practical reason, but because I have a pile that I need to get rid off and I do not want to burn it in the stove so I co not carry the rot into the house. It is possible to heat steel with wood fire quite easily, temperature is not a problem. Problem is smoke and long flames. If you ever try to do it, be aware that it is dangerous and I advise strongly against doing such a foolhardy thing.
 I thought these tools will be sufficient to achieve my objective, but to be honest I was not overly optimistic. I assumed skill will be a bigger problem.
I thought these tools will be sufficient to achieve my objective, but to be honest I was not overly optimistic. I assumed skill will be a bigger problem.
It started promisingly and I had a bowl-shaped object in a jiffy. It was after this that it all got wahoonie-shaped.
The problem was the diameter of the ball peen hammer, which was slightly too small for the task that I wanted to do. When trying to correct this, the bowl only got deeper, but its bottom did not get any wider. I ended up with a shape that was too deep, too thin-walled with too small bottom and completely wrong shape – I was aiming for a shape like a bottle cap and I ended up with a miniature dog bowl.
 Nevertheless I have decided to try and finish it to see how it looks on the dagger. I cut off all the excess with angle grinder, drilled a hole in the middle and shaped the whole thing on belt sander, removing all rust and pitting in the process and preliminarily polishing the surface to 320 grit.
Nevertheless I have decided to try and finish it to see how it looks on the dagger. I cut off all the excess with angle grinder, drilled a hole in the middle and shaped the whole thing on belt sander, removing all rust and pitting in the process and preliminarily polishing the surface to 320 grit.
It did not look all that bad on the dagger, but I did not like it very much anyway. It was not the design I was aiming for at all, not even close, and despite looking kinda good it has completely changed the character of the dagger. I knew I will have to compromise on this part, but I was not willing to compromise that much.
Nevertheless I have tried to make the grooves, just as an exercise to see whether my intended way of making them will work. It worked, sort off. It also completely destroyed the part, because I have made it too thin-walled and the walls were so thin in one place that the steel crumpled like paper instead of bending nicely.

That was it. Time to rethink my process. With these lessons learned I went to sleep on Saturday, completely tired, but determined to give it another shot right next day morning.






























{kind=link}